
AI's Role in food security.

|
Food safety and quality are paramount concerns for consumers and the food industry. With technological advancements, Artificial Intelligence (AI) has become a vital tool in improving food safety and quality. AI technology can analyze large amounts of data, identify patterns, and predict potential risks in the food supply chain.
AI technology is being used to improve food safety in production facilities. By analyzing data from sensors and cameras, AI can identify potential hazards and alert workers to take action. This can prevent contamination and ensure that food products are safe for consumption. Overall, AI technology has the potential to revolutionize the food industry and improve food safety and quality for consumers. |
|
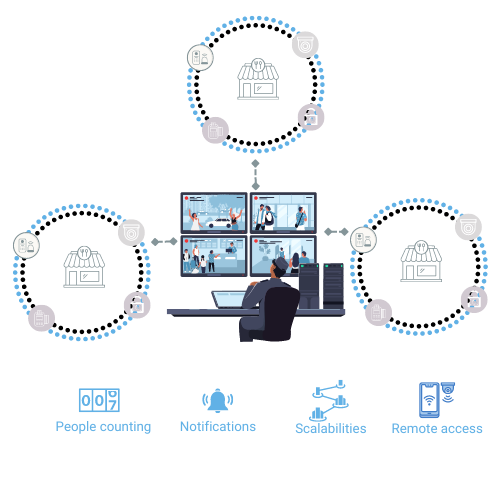
Understanding the Benefits of AI Video technology for food establishments
|

|


Suitable for food chain restaurants, fast food chains, beverages chain stores etc...
|
Multiple food chain storesIntegrating CCTV infrastructure with POS data to conduct remote audits can help maintain consistent performance across multiple store locations, all from a location.
|
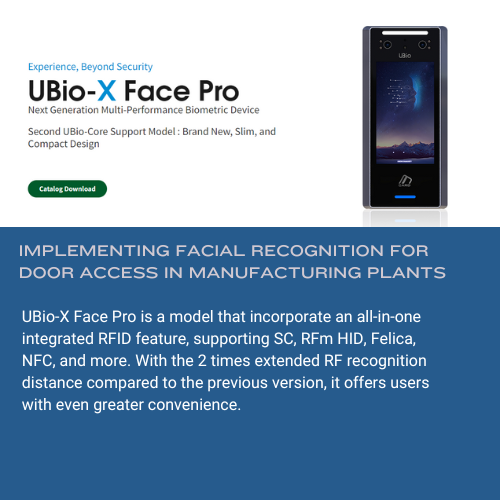
Integrating Security Measures in Food Manufacturing Plants
|
If food manufacturers want to ensure safe operations, it is important to continuously assess their physical security measures. While conducting an official assessment is the best way to evaluate your facility's physical security, there are some simple steps you can take to improve your security posture.
Integrating video surveillance, alarm systems, and access control can greatly enhance safety and productivity in manufacturing plants. For food manufacturers, video surveillance has been especially helpful in supporting operations, maintaining health and safety protocols, and ensuring regulatory compliance.
|
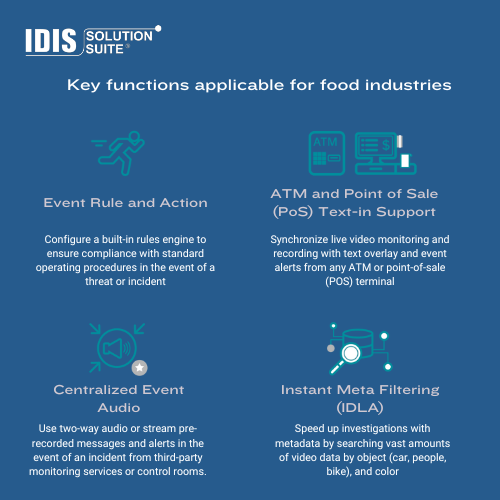
Exploring the Advantages of Video Surveillance in Food Manufacturing: Three Key Benefits
3. Regulatory and compliance documentation
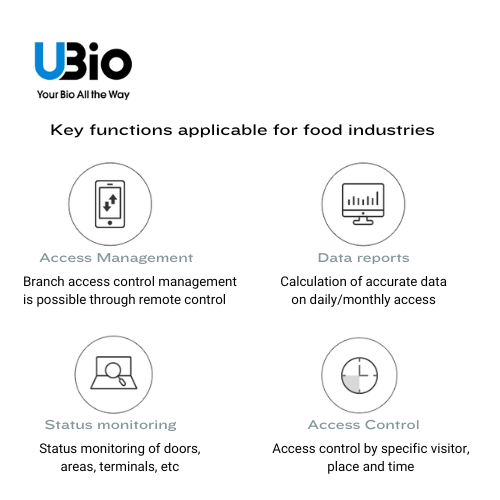
Manufacturers can improve their security measures by incorporating video surveillance, access control, and remote capabilities to monitor plant access and protect valuable assets.
|


